Ciąg dalszy: Wymagania Zakładowej Kontroli Produkcji według normy PN-EN 1090 – Przygotowanie powierzchni (cz. 1)
Przywołana w PN-EN 1090-2 norma EN ISO 8501-3 „Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni. Część 3: Stopnie przygotowania spoin, krawędzi i innych obszarów z wadami powierzchni” dotyczy wad na spoinach, krawędziach i powierzchniach stalowych. Podaje trzy stopnie przygotowania:
P1 – Lekkie przygotowanie: brak przygotowania lub jedynie minimalne przygotowanie wymagani przed nałożeniem farby;
P2 – Dokładne przygotowanie: naprawienie większości wad;
P 3 – Bardzo dokładne przygotowanie: na powierzchni brak jest istotnych , widocznych wad. W części 1 przedstawiono wady dotyczące spoin. Poniżej wady dotyczące krawędzi (2) i powierzchni (3).
|
Rodzaj wady |
Stopnie przygotowania |
|||
|
Opis |
Ilustracja |
P1 |
P2 |
P3 |
| 2.1 Krawędzie zawalcowane | 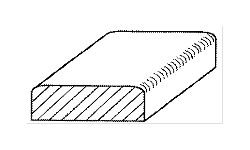 |
Brak przygotowania | Krawędzie należy zaokrąglić do promienia nie mniejszego niż 2mm (patrz ISO 12944-3) | |
| 2.2 Krawędzie wykonane przez wykrawanie, ścinanie, piłowanie lub wywiercanie |
1. Wykrawanie, 2. ścinanie |
Żadna z części krawędzi nie powinna być ostra; na krawędzi nie powinno być wypustów | Krawędzie należy zaokrąglić do promienia nie mniejszego niż 2mm (patrz ISO 12944-3) | |
| 2.3 Krawędzie cięte na gorąco | 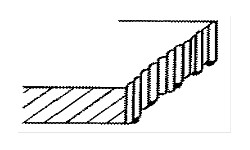 |
Na powierzchni nie powinno być żużla i luźnej zgorzeliny | Żadna z części krawędzi nie powinna mieć nieregularnego profilu | Powierzchnię czołową cięcia należy usunąć, a krawędzie zaokrąglić do promienia nie mniejszego niż 2mm (ISO 12944-3) |
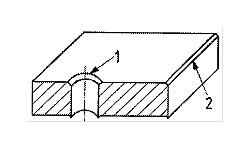
| 3.1 Wżery i kratery | 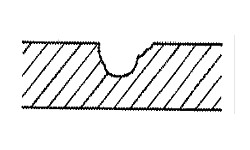 |
Wżery i kratery powinny być wystarczająco otwarte, aby umożliwić penetrację farby | Na powierzchni nie powinno być wżerów i kraterów | |
| 3.2 Łuska | 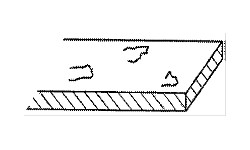 |
Na powierzchni nie powinno być wystającego materiału | Na powierzchni nie powinno być widocznej łuski | |
| 3.3 Naddatki walcownicze/ Rozwarstwienia po walcowaniu/ rozwarstwienia po cięciu | 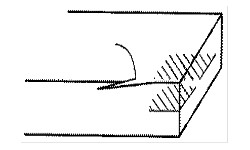 |
Na powierzchni nie powinno być wystającego materiału | Na powierzchni nie powinno być widocznych naddatków/ rozwarstwień po walcowaniu | |
| 3.4 Zawalcowane substancje obce | 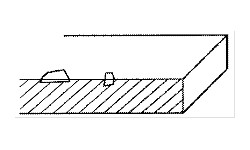 |
Na powierzchni nie powinno być zawalcowanych substancji obcych | ||
| 3.5 Rowki i żłobki utworzone działaniem mechanicznym | 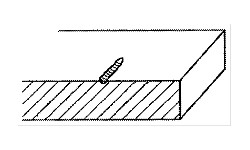 |
Brak przygotowania | Promień rowków i żłobków powinien być nie mniejszy niż 2mm | Na powierzchni nie powinno być rowków, a promień żłobków powinien być większy niż 4 mm |
| 3.6 karby i odciski uszkodzeń powierzchni walców | 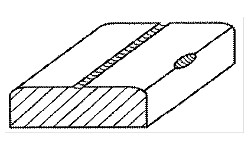 |
Brak przygotowania | Karby i odciski uszkodzeń powierzchni walców powinny być gładkie | Na powierzchni nie powinno być karbów i odcisków uszkodzeń powierzchni walców |
Ważne:
Przygotowanie powierzchni jest jednym z elementów w ocennie zgodności. Wiedza w tym zakresie jest obligatoryjna dla wytwórców stalowych konstrukcji budowlanych.
Autor: Jerzy Kozłowski
Dodaj komentarz